
Material Resource Planning or Material Requirements Planning (MRP) is used to help plan and control inventory and resources for manufacturing processes. It is designed to ensure that the right parts are available at the right time and in the correct quantity and quality. MRP systems provide an accurate view of production needs, inventory on hand, material availability, and material demand.
Disciplined inventory management is a necessary component of material resource planning. MRP allows manufacturers to accurately track material availability and usage. Moreover, it helps maintain a balanced inventory. MRP can identify any gaps between material commitments and material needs. This information can help manufacturers adjust their production schedules accordingly to take into account inventory availability and reduce downtime.
Material resource planning is not without its challenges. Manufacturers must ensure that all aspects of the system are up-to-date and accurate in order to get the most out of their resources. In addition, any changes in material specifications or material availability can cause delays in production due to incorrect or insufficient materials being ordered or delivered on time.
Managing MRP Complexity with Software
Managing complex production builds with numerous types of components and a variety of vendors creates a lot of data. Smaller manufacturing operations could be effective with paper-based or spreadsheet-based MRP processes. Comparatively a purpose-built software MRP system may be a better solution. Just moving to a software system can result in far less errors or wasted time for each department involved. It also provides a platform to get the most out of all that data created in the process. With a cloud based MRP management system like Aligni, manufacturers can use that data to identify potential issues earlier in the production and procurement cycles before they become costly problems later.
Who Uses MRP Software
Purpose-built MRP software is best suited for businesses that engage in manufacturing, production, or assembly operations with increasing complexity or throughput. These businesses typically require meticulous planning, scheduling, and management of materials and production processes, as well as tightly-integrated processes and departments to be successful.
While every market, product, and manufacturing application has their own requirements, we’ve outlined the types of businesses that typically benefit the most from implementing an MRP system:
Discrete Manufacturing
- Example Industries: Electronics, aerospace, machinery, industrial, and consumer goods.
- Characteristics: Involves the production of distinct items like electronic components, appliances, or computers, often with complex bills of materials (BOMs) and assembly processes.
- MRP Benefits: Helps manage the production of individual components and assemblies, ensuring that all parts are available when needed.
Job Shop Manufacturing
- Example Industries: Custom machine shops, prototype development, specialized equipment manufacturing.
- Characteristics: Produces custom or small batch items tailored to specific customer orders, often requiring flexible and detailed planning.
- MRP Benefits: Enables the customization of production schedules and material requirements to meet specific job orders and customer specifications.
Engineer-to-Order (ETO) and Make-to-Order (MTO) Businesses
- Example Industries: Industrial equipment, automation systems, electronics manufacturing services, and custom manufacturing.
- Characteristics: Products are designed and manufactured according to customer specifications, often requiring unique BOMs and production processes.
- MRP Benefits: Supports the coordination of engineering and production activities, ensuring that custom parts and materials are available when needed.
Assemble-to-Order (ATO) Businesses
- Example Industries: Electronics, consumer products, telecommunications equipment, and office furniture.
- Characteristics: Products are assembled from pre-manufactured components based on customer orders, requiring flexible assembly processes.
- MRP Benefits: Helps in managing inventory levels of components and optimizing the assembly process to meet customer demand efficiently.
Repetitive Manufacturing
- Example Industries: Consumer packaged goods, electronics, home appliances, and automotive components.
- Characteristics: Involves the continuous production of the same or similar products, often in large volumes.
- MRP Benefits: Ensures a steady supply of materials to maintain continuous production and reduce downtime.
As can be seen from these examples, MRP software is ideally suited for businesses where the coordination of materials, inventory, and production processes is crucial to meeting production goals, reducing costs, and ensuring timely delivery of products. These areas also have much higher data management needs, tighter scheduling requirements, and greater need for coordination between departments, processes and suppliers.
What Processes MRP Software Manages
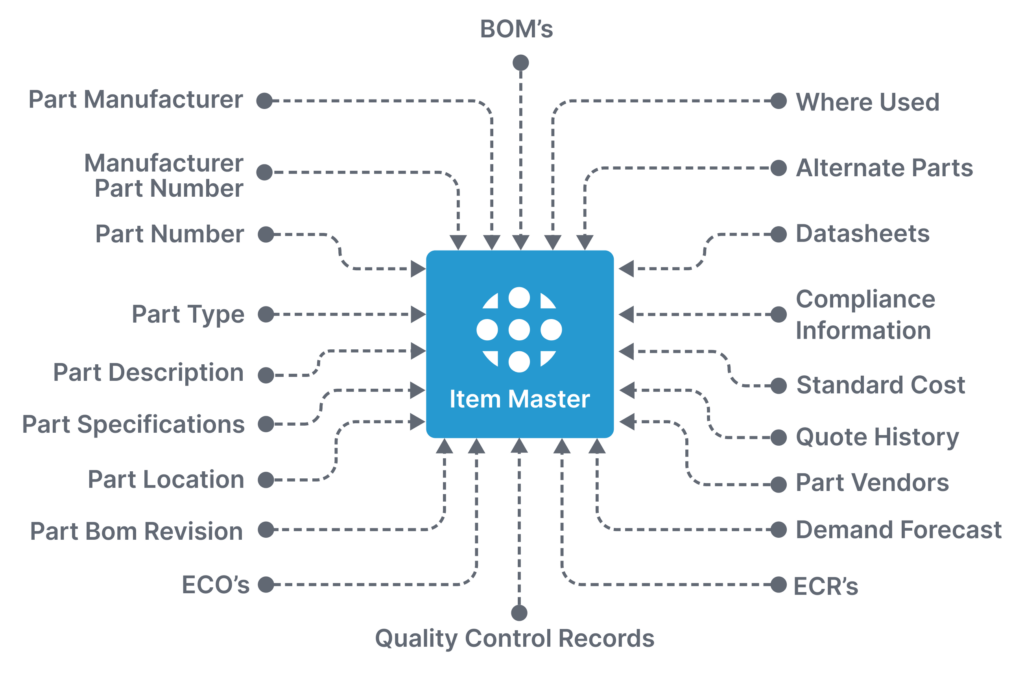
Even though material requirements planning software is primarily used to manage and optimize the planning and control of materials, inventory, and production processes, it becomes essentially the hub for manufacturing, inventory and vendor management within an organization. Although companies may need only certain aspects of the software depending on individual production operations’ requirements, the key areas that MRP software manages include:
1. Inventory Management
- Raw Materials: Ensures that the necessary raw materials are available for production.
- Work-in-Progress (WIP): Tracks materials as they move through the production process.
- Finished Goods: Manages the inventory of completed products ready for sale or distribution.
2. Production Planning and Scheduling
- Production Scheduling: Determines when and how much to produce based on demand forecasts and order requirements.
- Capacity Planning: Ensures that production resources (e.g., machinery, labor) are optimally utilized.
- Shop Floor Control: Monitors the status and progress of production orders on the shop floor.
3. Demand Forecasting
- Sales Orders: Integrates with sales order systems to forecast demand.
- Historical Data: Uses historical sales data to predict future demand trends.
- Demand Planning: Helps in creating production plans based on forecasted demand.
4. Procurement and Supplier Management
- Purchase Orders: Automates the creation and tracking of purchase orders for raw materials and components.
- Supplier Management: Manages supplier relationships, lead times, and performance.
- Vendor Scheduling: Coordinates with suppliers to ensure timely delivery of materials.
5. Bill of Materials (BOM) Management
- BOM Creation: Manages detailed lists of raw materials, components, and assemblies required to produce a product.
- BOM Revision Control: Handles changes and updates to BOMs over time.
6. Cost Management
- Costing Visibility: Tracks and analyzes the costs associated with materials, labor, and overhead in the production process.
- Variance Analysis: Compares actual costs to standard or expected costs to identify discrepancies.
7. Quality Control
- Quality Assurance: Ensures that materials and products meet specified quality standards.
- Inspection and Testing: Tracks the inspection and testing of materials and finished goods.
8. Reporting and Analytics
- Performance Metrics: Provides reports on key performance indicators (KPIs) like production efficiency, inventory levels, and order fulfillment.
- Inventory Turnover: Analyzes how quickly inventory is being used or sold.
9. Supply Chain Management
- Coordination: Facilitates coordination with suppliers, distributors, and logistics providers.
- Lead Time Management: Helps reduce lead times and manage supply chain risks.
10. Master Production Schedule (MPS)
- MPS Creation: Develops a master production schedule that aligns with overall business objectives and demand forecasts.
- MPS Adjustment: Allows for dynamic adjustments based on changes in demand or production capacity.
Knowing when it is time to Migrate to an MRP System
Companies typically recognize the need to migrate to material requirements planning software when they face increasing complexity in their operations and challenges in meeting customer demands. As the number of products, components, and raw materials grows, managing production and inventory with spreadsheets or basic software often leads to errors and inefficiencies. This is particularly true when dealing with complex Bills of Materials (BOMs) or frequent inventory issues, such as stockouts or excess inventory. Additionally, companies may struggle to meet customer delivery deadlines due to poor production planning or material shortages, especially as business volumes increase and the need for scalability becomes apparent.
Many times organizations turn to purpose-built MRP systems when the complexities of the production process increase beyond the abilities of simple processes to manage them. Inefficiencies in production scheduling, such as unbalanced workloads or constant schedule changes, signal the need for more sophisticated planning tools. High operational costs, including excessive overtime, expedited shipping, or wasted materials, are also indicators that a better-coordinated system is required. Quality control issues, difficulty in maintaining regulatory compliance, and the inability to provide accurate delivery estimates can undermine customer satisfaction and business performance, further highlight the need for an MRP system from the shop floor perspective.
Another driver for MRP adoption is when companies discover communication issues – both internally and externally – are at the root of its more costly issues. Breakdowns in communication usually happen from different departments operating in silos. This leads to miscommunication and inefficiencies. Similar conditions can occur when data is scattered across disparate systems. The lack of centralized, real-time information hinders effective decision-making . Moreover, increasing lead times, supply chain complexities, and frequent disruptions can indicate the need for an MRP system to better manage supplier relationships and the level of communication that requires.
Overall, businesses typically decide to migrate to MRP software when they can no longer manage their operations effectively with manual processes or basic tools like spreadsheets that cannot scale or be used in a collaborative manner. The adoption of an MRP system allows organizations to integrate operations and data, improve accuracy, reduce costs, and ultimately support growth and foster competitive advantages in the market.
Learn More about MRP Systems and What They Can Do for You.
- How capacity planning and MRP work together
- Why supply chain managers use MRP
- Managing quality in an MRP System
- What data does an MRP system manage?
- Managing inventory lead times with MRP
- Migrating to an MRP System
Bringing It All Together
In short, a material resource planning system is an invaluable tool for manufacturers looking to optimize their inventory and achieve greater success in production. MRP helps manufacturers save time, reduce costs associated with material procurement, and increase customer satisfaction. Managing these processes with software can create even more impact for production operations.
If you’re looking to increase production throughput while reducing costs through better material management, sign up for Aligni today and get on the track to higher production efficiency!
Start your 30-day free trial
Helping You Make Great Things…Better.